Welding Wire Storage Procedure

Proper Storage Of Welding Consumables Welding Answers

Storing And Redrying Electrodes

Storage And Handling Instructions For Flux Cored Wires Solid Wires And Rods

Storing And Redrying Electrodes
Https Www Lincolnelectric Com Assets Global Products Consumable Nickelalloys Techalloy Techalloy625 Mc1578 Pdf
Bn G Uc001 Control Of Welding Materials At Job Site
Whenever possible the first in first out principle should be adopted.
Welding wire storage procedure. Storage handling packaging storage for mild and low alloy steel mig and subarc wires wire package type 1 wire storage conditions for all welding applications any type protect from rain or snow. Moisture resistant electrodes with an r suffix have a high resistance to coating moisture pick up. Welding consumables should be stored in their original unopened packaging in an area shielded from the elements. When stick electrodes absorb moisture from the atmosphere they must be dried in order to restore their ability to deposit quality welds.
Electrodes with too much moisture may lead to cracking or porosity. Storage procedure electrodes fluxcored wire flux moisture is still the main enemy for welding consumables. Check that all parameters stated in the welding procedure specification are being followed. Cored wires should be stored in original unopened and undamaged packaging.
Storage times should be kept as short as possible. Made in the usa and ruggedly constructed keen s fcaw flux cored wire reel storage ovens and mig metal inert gas welding wire storage ovens are available in a wide variety of capacities to suit the most rigorous welding operations. Temperature 27 37 c relative humidity. Electrodes for shielded metal arc welding smaw or stick electrodes must be properly stored in order to deposit quality welds.
Temperature 17 27 c relative humidity. Adequate storage handling and re conditioning of electrodes vary according to type. Unopened hermetically sealed containers provide excellent protection in good storage conditions. Tubular wire packed in the original foil and cardboard box or drum require controlled warehouse conditions such as.
The minerals being used to form the slag that covers the weld pool are highly hygroscopic and should be taken very seriously for submerged arc powder and covered stick electrodes. Wire should be stored at ambient conditions of temperature and humidity and dusty areas should be avoided when wire is not enclosed in some type of dust protecting packaging or equipment. Low hydrogen electrodes must be dry to perform properly. Opened cans or electrodes should be stored in a cabinet at 120 150 c 250 300 f.
Flux cored wire should not be stored for more than 5 years. Keen spooled wire ovens fcaw mig saw para español clique aquí. Older wire should be redried before use. Checklist during welding.
Storage exposure to a humid environment with only a relative thin plastic foil shall be prevented. These parameters include items such as wire feed speed voltage electrical stickout welding technique welding progression travel and push angles shielding gas adequate preheat and interpass temperature if required etc.
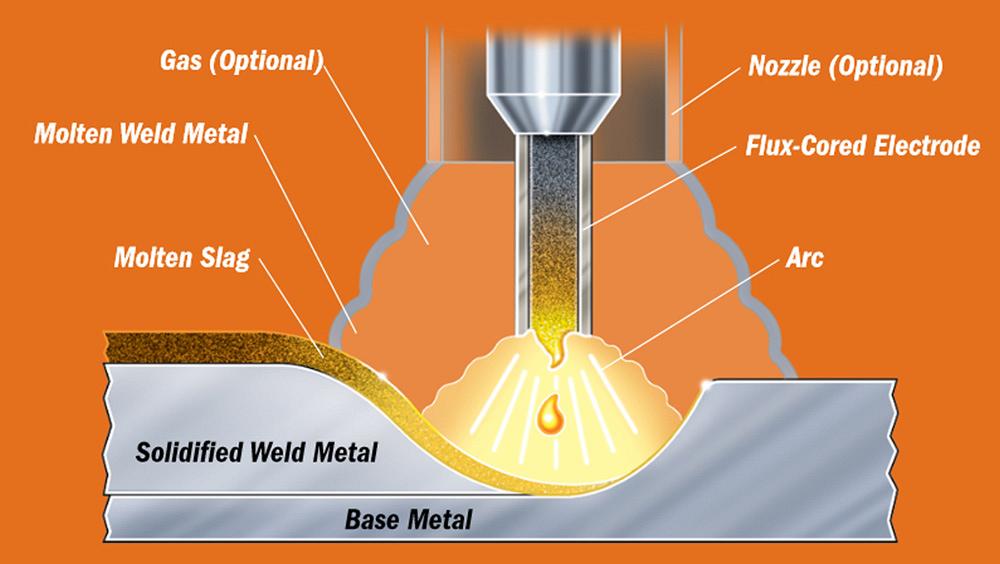
Getting To Know Flux Cored Wires

Arc Welding 101 Don T Spare The Rod Electrode Storage Myths

Cleaning Basket Sterilization Basket Sterilization Wire Basket Generalmesh Hebei General Metal Netting Co Ltd Wire Baskets Stainless Steel Wire Metal Net

Wire Baskets Stainless Steel Wire Storage Baskets Crimped Mesh Sterilization Baskets Wire Baskets Wire Basket Storage Stainless Steel Wire

Laparoscopic Procedure Trays Sterilization Case Bariatric Scope Trays Scope Trays Hebei General Metal Netti Metal Net Wire Baskets Stainless Steel Mesh

Laparoscopic Procedure Trays Sterilization Case Bariatric Scope Trays Scope Trays Wire Baskets Storage Baskets Metal Net

Lincoln Electric 120 Volt Flux Cored Wire Feed Welder In The Wire Feed Welders Department At Lowes Com

Sterilization Basket Wire Baskets Wire Basket Storage Stainless Steel Wire
Welding Of Stainless Steel Education Center Kobelco Kobe Steel Ltd

Experts Watch Auto Body Repair Welding Wire Remember To Dress Change Strsw Tips Repairer Driven Newsrepairer Driven News
Https Www Lincolnelectric Com Assets Us En Literature Mc1578 Pdf

Cleaning Basket Mesh Trays Sterilization Basket Stainless Steel Wire Baskets Wire Baskets Stainless Steel Wire Metal Net

Laparoscopic Procedure Trays Sterilization Case Bariatric Scope Trays Scope Trays Hebei General Me Metal Net Wire Basket Storage

Sterilization Baskets Storage Baskets And Dividers Sterile Sterilization Containers Wire Basket Storage Baskets Wire Baskets Metal Net

Laparoscopic Procedure Trays Sterilization Case Bariatric Scope Trays Scope Trays Hebei General Metal Netting Co Ltd Htt Wire Baskets Metal Net Basket

Sterilization And Storage Basket And Dividers Work Instrument Storage Racks Storage Racks Wire Baskets Metal Net Storage Baskets

Laparoscopic Procedure Trays Sterilization Case Bariatric Scope Trays Scope Trays Hebei General Metal Netting Co Ltd Metal Net Wire Baskets Wire Mesh

Stainless Steel Equipment Cleaning Basket Stainless Steel Parts Cleaning Basket Generalmesh Material Stainless Wire Baskets Stainless Steel Wire Basket
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcr2z D2dhjv2bm6rijg7mxk4oyvzchzeq3knhy0rne6ez8me2hj Usqp Cau

Laparoscopic Procedure Trays Sterilization Case Bariatric Scope Trays Scope Trays Hebei General Metal With Images Wire Baskets Storage Bins With Lids Storage Bins

Wire Existing Tray Stainless Scope Trays Specialty Trays Perforated Stainless Steel Trays Wire Baskets Metal Net Wire Basket Storage

Pin By Generalmesh Wire Cloth Mesh Screen Stainless Steel Rope Mesh On Wire Mesh Sterilization Baskets Drop Handles Sterilization Baskets And Cassette Trays Metal Net Wire Baskets Basket

Innershield Nr 232

Stainless Steel Baskets Net Baskets Generalmesh Hebei General Metal Netting Co Ltd Material Stainelss Ste With Images Wire Baskets Metal Net Stainless Steel Wire

Pin On Business

Stainless Steel Baskets Net Baskets Generalmesh Hebei General Metal Netting Co Ltd Material Stainelss Ste Wire Baskets Metal Net Stainless Steel Wire

Selecting The Correct Welding Equipment Aluminum Welding

Preventing Weld Defects Through Proper Consumables Care

Laparoscopic Procedure Trays Sterilization Case Bariatric Scope Trays Scope Trays Hebei General Metal Netting Co Ltd Http Www Generalmesh Co Metal Net

Sterilization Baskets Storage Baskets And Dividers Sterile Sterilization Containers Wire Basket Hebei Gene Metal Net Wire Baskets Stainless Steel Wire

Mig Welding Procedure Discover How To Weld Square Tubing To Flat Bar To Create Amazing Projects Youtube Mig Welding Welding Welding Projects

Instrument Sterilization Trays Sterilizer Basket Sterilization Basket Wire Baskets Metal Net Wire Basket Storage

Lincoln Electric 225 125 Ac Dc Arc Welder Transformer 230 Volts 30 125 Amp Dc 40 225 Amp Ac Output Output Model K1297

Storage Stainless Steel Wire Baskets Stainless Steel Wire Storage Baskets Crimped Wire Mesh Sterilizatio Wire Basket Storage Wire Baskets Stainless Steel Wire

Instrument Trays Wire Mesh Trays Wire Mesh Basket Wire Baskets Wire Mesh Metal Net

Miller 907612 Welding Table Welding Projects Metal Welding

Stainless Steel Basket Stainless Steel Equipment Cleaning Basket Perforated Basket Crest Perforated Baskets Gener Wire Baskets Stainless Steel Wire Metal Net
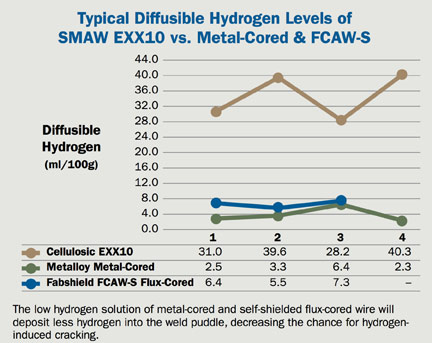
The Hydrogen Problem

Submerged Arc Welding Machine Equipment Submerged Arc Welding Arc Welding Welding

Pin On Welding Tips

Stainless Steel Baskets Net Baskets Generalmesh Hebei General Metal Netting Co Ltd Material Stainelss Steel Wire 316 Metal Net Stainless Steel Basket

Amico Power 205 Amp Mig Wire Feed Flux Core Tig Torch Stick Arc Welder Weld Aluminum With 2t 4t 110 Volt 230 Volt Welding Mts 205 The Home Depot In 2020 Arc Welders Tig Torch Welding Aluminum

